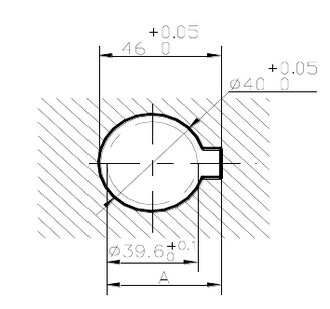
计算如图所示齿轮内孔及键槽加工工艺过程是:镗孔至¢

,插键槽至尺寸A;热处理;磨内孔至设计尺寸¢

。求工序尺寸A(设热处理后内孔无胀缩)。
参考答案与解析:
-
相关试题
-
计算题:如图所示齿轮坯,内孔及外圆已加工合格,现在插床上以调整法加工内键槽,要求
-
[问答题] 计算题:如图所示齿轮坯,内孔及外圆已加工合格,现在插床上以调整法加工内键槽,要求保证尺寸。试计算图示定位方法的定位误差(忽略外圆与内孔的同轴度误差)。
- 查看答案
-
七、图示为一带键槽的齿轮孔,孔淬火后需磨削,故键槽深度的最终尺寸L=.6+0.25mm不能直接获得,这样插键槽的尺寸只能作为加工中的工序尺寸。有关内孔及键槽的加工顺序为:镗内孔至.6+0.25mm,插
-
七、图示为一带键槽的齿轮孔,孔淬火后需磨削,故键槽深度的最终尺寸L=.6+0.25mm不能直接获得,这样插键槽的尺寸只能作为加工中的工序尺寸。有关内孔及键槽的加
- 查看答案
-
粗插深孔单键槽时,应将键槽深度插至图样要求()
-
[判断题] 粗插深孔单键槽时,应将键槽深度插至图样要求()A . 正确B . 错误
- 查看答案
-
如图所示加工轴上一键槽,要求键槽深度为+0.16mm加工过程如下:
-
如图所示加工轴上一键槽,要求键槽深度为+0.16mm加工过程如下:如图所示加工轴上一键槽,要求键槽深度为加工过程如下:(1)车外圆。(2)铣键槽保证尺寸H。(3
- 查看答案
-
大批量加工齿轮内孔的键槽,宜采用()。
-
[单选题]大批量加工齿轮内孔的键槽,宜采用()。A . 刨削加工键槽B . 拉削加工键槽C . 插削加工键槽
- 查看答案
-
插床可以插削孔内的键槽。
-
[判断题] 插床可以插削孔内的键槽。A . 正确B . 错误
- 查看答案
-
一个带有键槽的内孔,其设计尺寸如图a所示。该内孔有淬火处理的要求,因此有如下的工
-
[问答题] 一个带有键槽的内孔,其设计尺寸如图a所示。该内孔有淬火处理的要求,因此有如下的工艺安排(参见图b.:(8分)1.镗内孔到Ф49.8+0.046mm;2.插键槽;3.淬火处理;4.磨内孔,同时保证内孔直径Ф50+0.003mm和键槽深度53.8+0.3mm两个设计尺寸的要求。请计算插键槽工序的工序尺寸A2。
- 查看答案
-
齿轮键槽损坏可用插、刨或钳工把原来的键槽尺寸扩大(),同时配制相应尺寸的键进行加
-
[单选题]齿轮键槽损坏可用插、刨或钳工把原来的键槽尺寸扩大(),同时配制相应尺寸的键进行加大尺寸修复。A .5%~10%B .15%~20%C .10%~15%D .10%~20%
- 查看答案
-
在插床上插削孔内键槽时的进给运动是插刀的移动。
-
[判断题] 在插床上插削孔内键槽时的进给运动是插刀的移动。A . 正确B . 错误
- 查看答案
-
加工如图所示带键槽阶梯轴,试针对单件小批生产和大批大量生产分别制订机械加工工艺路
-
[问答题] 加工如图所示带键槽阶梯轴,试针对单件小批生产和大批大量生产分别制订机械加工工艺路线,并简要说明理由。
- 查看答案