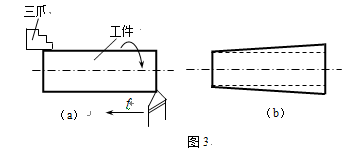
图3(a)为在车床上车削光轴的示意图。工件用三爪卡盘装夹一端。加工后,发现工件有如图3(b)所示的形状误差,试分析产生该误差的可能原因是什么?
参考答案与解析:
-
相关试题
-
在车床上用三爪自定心卡盘多次装夹同一工件时,三爪定心卡盘的对中精度将直接影响工件
-
[判断题] 在车床上用三爪自定心卡盘多次装夹同一工件时,三爪定心卡盘的对中精度将直接影响工件上被加工表面的位置精度。A . 正确B . 错误
- 查看答案
-
在车床上,当工件形状复杂或不规则无法用三爪和四爪卡盘装夹时,常用()和()装夹。
-
[填空题] 在车床上,当工件形状复杂或不规则无法用三爪和四爪卡盘装夹时,常用()和()装夹。
- 查看答案
-
工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可
-
[单选题]工件在车床三爪卡盘上一次装夹车削外圆及端面,加工后检验发现端面与外圆不垂直,其可能原因是()。A . 车床主轴径向跳动B . 车床主轴回转轴线与纵导轨不平行C . 车床横导轨与纵导轨不垂直D . 三爪卡盘装夹面与车削主轴回转轴线不同轴
- 查看答案
-
在车床上用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能
-
[单选题]在车床上用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能的原因是()A .车床主轴刚度不足B .两顶尖刚度不足C .刀架刚度不足D . D.工件刚度不足
- 查看答案
-
在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是()。
-
[单选题]在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是()。A . 六点定位B . 五点定位C . 四点定位D . 三点定位
- 查看答案
-
三爪卡盘装夹、车削偏心工件适宜于()的生产要求。
-
[单选题]三爪卡盘装夹、车削偏心工件适宜于()的生产要求。A .单件或小批量B .精度要求高C .长度较短D . D.偏心距较小
- 查看答案
-
偏心工件的装夹方法有:两顶尖装夹、四爪卡盘装夹、三爪卡盘装夹、偏心卡盘装夹、双重
-
[单选题]偏心工件的装夹方法有:两顶尖装夹、四爪卡盘装夹、三爪卡盘装夹、偏心卡盘装夹、双重卡盘装夹、()夹具装夹等。A .专用偏心B .随行C .组合D .气动
- 查看答案
-
在车床中用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能
-
[单选题]在车床中用两顶尖装夹车削光轴,加工后检验发现鼓形误差(中间大、两头小),其最可能的原因是()A . [A]:车床主轴刚度不足[B]:两顶尖刚度不足[C]:刀架刚度不足[D]:工件刚度不足
- 查看答案
-
有人讲在车床上用三爪卡盘将工件夹紧后,工件的位置也就定下来了,所以夹紧就等于定位
-
[问答题] 有人讲在车床上用三爪卡盘将工件夹紧后,工件的位置也就定下来了,所以夹紧就等于定位,举例说明这一结论是否正确?分析原因。
- 查看答案
-
【单选题】偏心工件的主要装夹方法有:()装夹、四爪卡盘装夹、三爪卡盘装夹、偏心卡盘装夹、双重卡盘装夹、专用偏心夹具装夹等
-
【单选题】偏心工件的主要装夹方法有:()装夹、四爪卡盘装夹、三爪卡盘装夹、偏心卡盘装夹、双重卡盘装夹、专用偏心夹具装夹等A. 虎钳B. 一夹一顶C. 两顶尖D.
- 查看答案