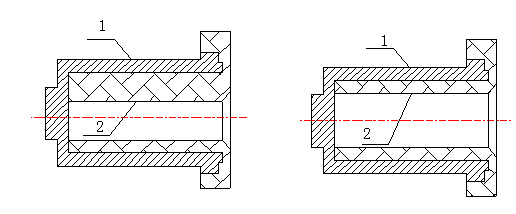
图示毛坯在铸造时内孔2与外圆1有偏心。如果要求:(1)与外圆有较高同轴度的孔;(2)内孔2的加工余量均匀。请分别回答如何选择粗基准为好?
参考答案与解析:
-
相关试题
-
外圆与内孔偏心零件叫做()。
-
[单选题]外圆与内孔偏心零件叫做()。A . 偏心套B . 偏心轴
- 查看答案
-
孔与外圆同轴度要求较高的较长工件车削时,往往采用中心架来增强工件(),保证同轴度
-
[单选题]孔与外圆同轴度要求较高的较长工件车削时,往往采用中心架来增强工件(),保证同轴度。A . 强度B . 硬度C . 刚度D . 韧性
- 查看答案
-
一工件以孔定位,套在心轴上加工与孔有同轴度要求的外圆。孔的上偏差是+0.06,下
-
[单选题]一工件以孔定位,套在心轴上加工与孔有同轴度要求的外圆。孔的上偏差是+0.06,下偏差是0,心轴的上偏差-0.01,下偏差是-0.03。其基准移位误差()A .0.09B .0.03C .0.045D .0.025
- 查看答案
-
孔的()主要有孔与孔或孔与外圆之间的同轴度、孔与孔轴线或孔的轴线与基准面的平行度
-
[单选题]孔的()主要有孔与孔或孔与外圆之间的同轴度、孔与孔轴线或孔的轴线与基准面的平行度、孔的轴线与基准面的垂直度等。A . 形状精度B . 位置精度C . 尺寸精度D . 表面粗糙度
- 查看答案
-
如果两端中心孔连线与工件外圆轴线不同轴,工件()有可能加工不出来。
-
[单选题]如果两端中心孔连线与工件外圆轴线不同轴,工件()有可能加工不出来。A . 端面B . 内孔C . 外圆D . 阶台
- 查看答案
-
有一批轴类铸坯,与打中心孔,为了提高中心孔与铸呸外圆的同轴度,采用定心定位法方案
-
[问答题] 有一批轴类铸坯,与打中心孔,为了提高中心孔与铸呸外圆的同轴度,采用定心定位法方案。图2-22为夹具的示意图。示分析该夹具夹紧方案是否合理,若有不合理之处,应如何改进?
- 查看答案
-
内孔磨削中产生圆度误差及内外圆同轴度误差的原因()
-
[多选题] 内孔磨削中产生圆度误差及内外圆同轴度误差的原因()A .工件装夹不牢,产生移动;B .薄壁工件装夹过紧而产生弹性变形;C .找正不准确,内外表面不同轴;D .机床故障,主轴轴承间隙格过大;
- 查看答案
-
万能外圆磨床为防止工作台有微动,需精密研磨节流阀与阀体孔,其圆度要求()。
-
[单选题]万能外圆磨床为防止工作台有微动,需精密研磨节流阀与阀体孔,其圆度要求()。A .0.001~0.002mmB .0.015~0.03mmC .0.03~0.05mmD .0.1~0.25mm
- 查看答案
-
活塞裙外圆与活塞杆外圆的同轴度偏差应不大于()。
-
[单选题]活塞裙外圆与活塞杆外圆的同轴度偏差应不大于()。A . 0.05mmB . 0.10mmC . 0.15mmD . 0.20mm
- 查看答案
-
内孔磨削中产生圆度误差及内外圆同轴度误差预防措施:()。
-
[多选题] 内孔磨削中产生圆度误差及内外圆同轴度误差预防措施:()。A .固紧工件;B .夹紧力要适当,合理选择夹紧点及方向;C .精细找正外圆;D .调整主轴轴承间隙。
- 查看答案