[问答题]
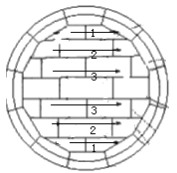
某安装公司中标了10台5000m3拱顶罐、5台10000m3球罐的安装工程,拱顶罐和球罐的制作材料都是Q345R,球罐采用的是7带球罐,壁厚为50mm。项目部建立了质量和安全监督体系,编制了施工方案,储罐采用倒装法施工。在储罐的焊接过程中,施工单位按照以下顺序进行罐底的焊接:①边缘板对接焊缝靠外侧的300mm→②底圈罐壁与罐底的角焊缝→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,施工单位按照图示顺序进行了焊接,出现了严重变形。
根据进度计划的安排,9、10号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当,储罐焊接顺利完成。
问题:
写出储罐罐底正确的焊接顺序(以序号表示)。
2.写出中幅板焊接时的正确顺序及预防中幅板焊接变形的工艺措施。
3.针对9、10号储罐焊接,项目部应如何编制质量预控方案?
4.分析球罐产生裂纹及未及时发现裂纹的主要原因。列举预防此类裂纹的主要措施。
5.球罐热处理前应具备哪些条件?