被加工零件如下图所示,已知条件:(1)毛坯材料:Φ60×80mm的45#钢棒料;(2)加工内容:Φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以Φ40外圆定位,轴向以B面定位,加工零件的右端各要素。(3)工件坐标系:原点设定在零件右端面的回转[1]中心处。(4)数控系统[2]: FANUC-0i系统。本大题有3个小题,涉及编程过程中相关技术问题,请仔细阅读图纸及技术要求,根据给定的条件作答。C1-|||-B A-|||-1.6/C1 1:4-|||-T-|||-3 C2-|||-=-|||-1 !-|||-寸 寸-|||-- 寸-|||---|||-1-|||-1-|||-17-|||-1.6 38-|||-A 1.6-|||-8 6-0.04-|||-77-0.05-|||-2、未注公差按-|||-GB/T1804-M 加工。题目21对零件外轮廓进行粗加工时,若满足吃到深度2.0mm,进给速度0.3mm/r,单边余量0.2mm,主轴转速850转/分钟等工艺条件,加工程序为( )。选择一项:
(更新版)国家开放大学电大专科《数控编程技术》综合分析计算题题库及答案
盗传必究
综合题
典型零件的车削加工编程(每小题6分,共18分)
被加工零件如下图所示,已知条件:
(1)毛坯材料:Φ60×80mm的45#钢棒料;
(2)加工内容:Φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以Φ40外圆定位,轴向以B面定位,加工零件的右端各要素。
(3)工件坐标系:原点设定在零件右端面的回转[1]中心处。
(4)数控系统[2]: FANUC-0i系统。
本大题有3个小题,涉及编程过程中相关技术问题,请仔细阅读图纸及技术要求,根据给定的条件作答。
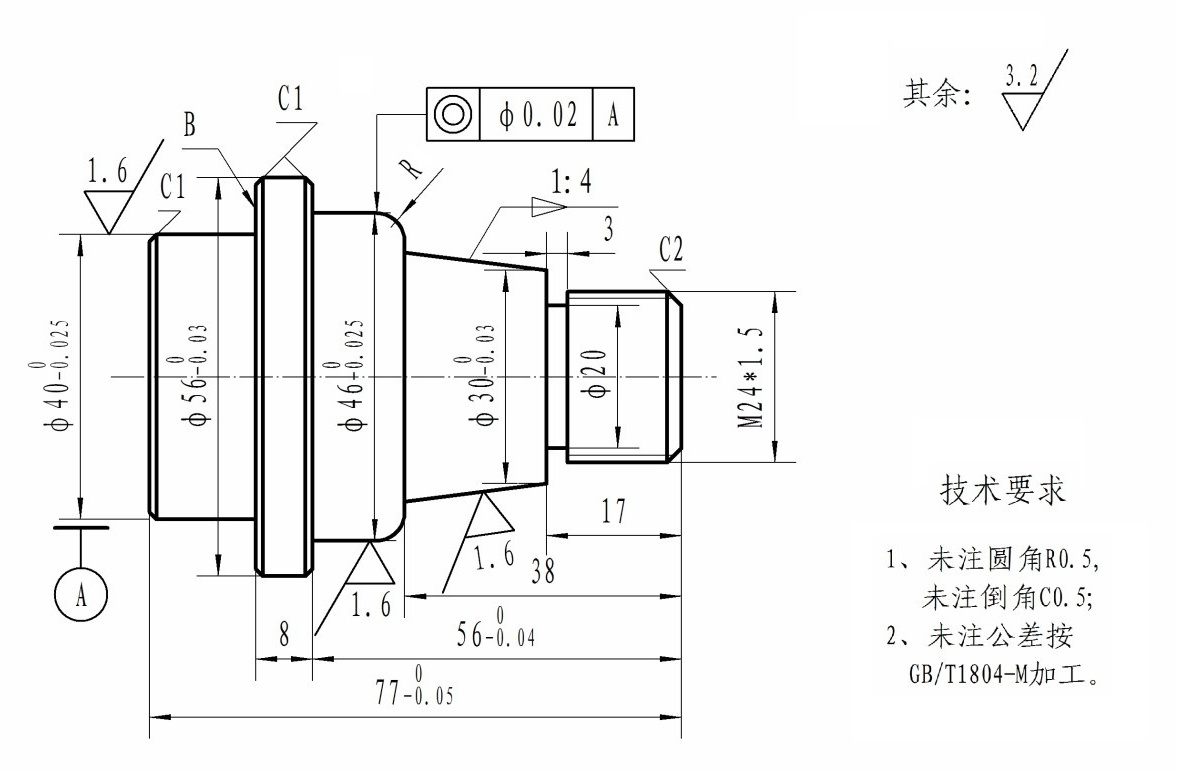
题目21
对零件外轮廓进行粗加工时,若满足吃到深度2.0mm,进给速度0.3mm/r,单边余量0.2mm,主轴转速850转/分钟等工艺条件,加工程序为( )。
选择一项:
A. G71 U2.0 R1.0; G71 P101 Q109 U0.4 W0.2 S850.0 F0.3;B. 72 U2.0 R1.0; G72 P101 Q109 U0.4 W0.2 S850.0 F0.3;
C. 71 U1.0 R1.0; G71 P101 Q109 U0.4 W0.4 S850.0 F0.2;
D. 71 U4.0 R1.0; G71 P101 Q109 U0.4 W0.2 S850.0 F0.3;
E. 题目22
F. R未给出具体尺寸,R不同程序中的相关尺寸字就会变化。根据图中的技术条件及编程规则判断,在轮廓精加工时,下列对圆弧要素编程不妥的语句是( )。
G. 选择一项:
G03 X46.0 Z-43.5 I0 K-5.5;
03 X46.0 Z-45.0 K R-7.0;
03 X46.0 Z-42.0 R4.0;
03 X46.0 Z-41.0 I0 K-3.0;
题目23
选用3mm宽的切槽刀进行切槽加工,若刀位点在靠近卡盘的切削刃一侧,则切槽时的定位语句是( )。
选择一项:
G54 G01 Z-14.0 F100
55 G00 Z-14.0
56 G00 Z-17.0
55 G01 Z-17.0 F0.1
典型零件的铣削加工编程。(每小题6分,共18分)
X0、Y0定义在零件的左下角,Z0在工件的上表面。
本大题有3个小题,请仔细阅读图纸及技术要求,根据给定的条件作答。
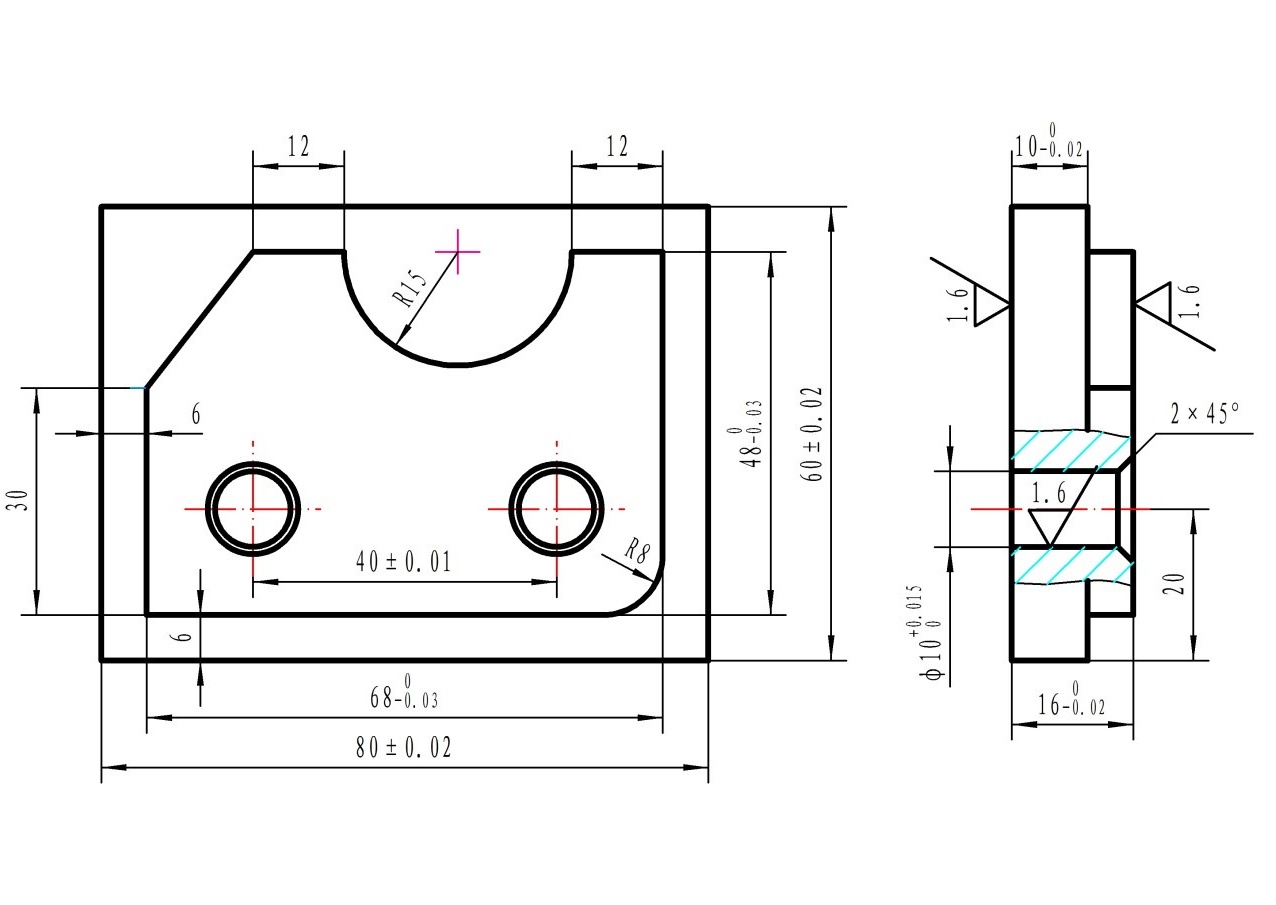
题目24
凸台轮廓加工部分初始程序段如下:
54 G90 G00 X6.0 Y-9.0;
S1000 M03;
43 Z3.0
H02;
01 Z-6.0 F500 M08;
41 Y0 D02 F200;
对执行上述程序段时机床完成的动作描述错误的是( )。
选择一项:
刀具以500m/min的速度进给到离工件上表面3mm位置,同时建立刀具长度补偿
刀具以200m/min的速度切削进给接近工件,建立刀具半径左补偿
建立工件坐标系、绝对坐标编程、刀具快速定位到下刀点,然后启动主轴
刀具以500m/min的速度进给到凸台切深位置-6mm,冷却液开
题目25
沿照上述进刀路线继续加工,加工到轮廓上的斜边要素(第2段轮廓线)时,正确的语句是( )。
选择一项:
G00 X20.0 Y54.0 F150.0
X20.0 Y54.0
01 X6.0 Y48.0 F200.0
01 X20.0 Y48.0 F200.0
题目26
继续沿着零件的外轮廓加工,对下面两个具有圆弧要素的轮廓进行编程,正确的语句分别是( )。
选择一项:
G03 X62.0 I15.0 J0 和 G02 X66.0 Y6.0 R-8.0
03 X62.0 I15.0 J0 和 G02 X66.0 Y6.0 R8.0
02 X62.0 R15.0 和 G03 X66.0 Y6.0 I-8.0 J0
03 X62.0 R15.0 和 G02 X66.0 Y6.0 I0 J-8.0
参考答案与解析:
-
相关试题
-
轴承座[1]零件如图所示,除B面外,其他尺寸均已加工完毕。现工序以表面A定位加工B面,试计算工序尺寸Ax及其偏差。
-
轴承座[1]零件如图所示,除B面外,其他尺寸均已加工完毕。现工序以表面A定位加工B面,试计算工序尺寸Ax及其偏差。轴承座[1]零件如图所示,除B面外,其他尺寸均
- 查看答案
-
加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺寸链并求
-
[问答题] 加工下述零件,以B面定位,加工表面A,保证尺寸10+0.2mm,试画出尺寸链并求出工序尺寸L及公差。
- 查看答案
-
在加工中心上加工零件,零件的定位应遵守()。
-
[填空题] 在加工中心上加工零件,零件的定位应遵守()。
- 查看答案
-
某工序加工零件,尺寸公差规定。该工序加工的零件尺寸直方图和公差如图所示,这说明_
-
[单选题]某工序加工零件,尺寸公差规定。该工序加工的零件尺寸直方图和公差如图所示,这说明________。
- 查看答案
-
如图所示为一模芯零件,选用Ф45mm×75mm圆棒料,毛坯材质为45钢。Ф39±0.02mm圆柱面已经加工完毕,夹持Ф39±0.02mm外圆,伸出长度55mm左右并找正,车零件右端面,保证总长尺寸合格
-
如图所示为一模芯零件,选用Ф45mm×75mm圆棒料,毛坯材质为45钢。Ф39±0.02mm圆柱面已经加工完毕,夹持Ф39±0.02mm外圆,伸出长度55mm左
- 查看答案
-
计算题:加工如图所示轴套零件,其轴向尺寸及其有关工序如下:1)工序1:以B、端定
-
[问答题] 计算题:加工如图所示轴套零件,其轴向尺寸及其有关工序如下:1)工序1:以B、端定位,车端面A、外圆、台阶面;2)工序2:以A、端定位,车端面B、内孔到尺寸。试求工序尺寸L1和L2及其极限偏差。(10分)
- 查看答案
-
零件的实际尺寸是零件加工后,实际量得的尺寸
-
[判断题] 零件的实际尺寸是零件加工后,实际量得的尺寸A . 正确B . 错误
- 查看答案
-
如图所示零件,若加工时以I面为基准加工尺寸A1和A2,则A3的尺寸为多少?
-
[问答题] 如图所示零件,若加工时以I面为基准加工尺寸A1和A2,则A3的尺寸为多少?
- 查看答案
-
程序编制内容之一是确定零件加工工艺,包括零件的毛坏形状,零件的定位和装夹刀具的(
-
[单选题]程序编制内容之一是确定零件加工工艺,包括零件的毛坏形状,零件的定位和装夹刀具的()选择等。A . 材料B . 几何角度C . 修磨方法D . 切削用量
- 查看答案
-
数控车床加工轴套类及轮盘类零件的加工定位基准只能是()的内外圆表面或零件端面中心
-
[单选题]数控车床加工轴套类及轮盘类零件的加工定位基准只能是()的内外圆表面或零件端面中心孔.A . 被加工件B . 以加工件C . 定位件D . 基准面
- 查看答案